
Cold Rolling Mills AGC improvements in 80's
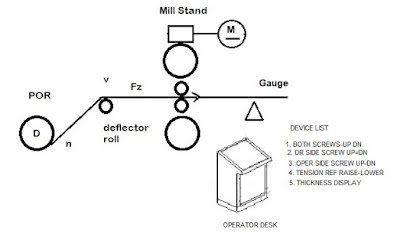
Gauge control through Mechanical Screw Downs : Prior to late 70's AGC for a Cold Mills were with Mechanical AGC system with DC motors driving screws in each housing posts. In older mills screws were controlled earlier as feeler control. In such mills operator used to move the screws manually depending upon his judgement based on the deviation of actual measured thickness as per a contact gauge from set or desired thickness. He used to continuously raise or lower the screws based on observed changes in out put thickness and the thickness to be achieved. He would also manually change back tension reference for the strip. Since point of measurement and material cross section in the bite are different direct feed back control from thickness gauge will result in erroneous control. Hence in later mills gauge control was achieved automatically using mill stretch compensated feedback. X-Ray Gauges were used for output thickness to act...